РАСЧЕТ РЕЖИМОВ И РАЗМЕРОВ ШВА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
 29 мая, 2016
29 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке это диаметр электрода, сила сварочного тока, напряжение дуги, площадь поперечного сечения шва, выполняемого за один проход дуги, число проходов, род тока, полярность и др.
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
Толщина деталей при
сварке встык, мм. . . 1,5—2 3 4—8 9—12 13—15 16—20 20
Диаметр электрода, мм 1.6—2 3 4 4—5 5 5—6 6—10
![]()
![]() Катет шва при сварке угловых и тавровых
Катет шва при сварке угловых и тавровых
При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 5 мм, чаще всего диаметром 4 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва.
При сварке угловых и тавровых соединений, как правило, за один проход выполняют швы катетом не более 8—9 мм. При необходимости выполнения шва с большим катетом применяется сварка за два прохода и более.
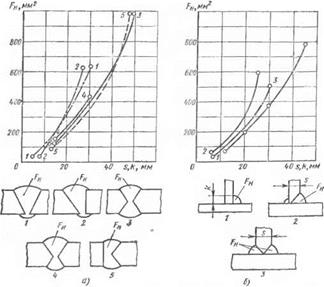
При определении ч и с л а II р О X о д о в следует иметь в виду, что максимальное поперечное сечение металла, наплавленного па один проход, не должно превышать 30—40 мм2. Для определения числа проходов при сварке угловых и тавровых соединений общая площадь поперечного сечения наплавленного металла может быть вычислена по формуле
 FH = кук2/2, (12)
FH = кук2/2, (12)
где F„ — площадь поперечного сечения наплавленного металла, мм2; ку — коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; к — катет шва, мм. Значения ку выбирают в зависимости от катета шва:
Катет шва, мм.... 3—4 5—6 7—10 12—20 20—30 30
ку.................................. 1,5 1,35 1,25 1,15 1,10 1,05
При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
для первого прохода (при проварке корня шва)
А = (6-5- 8) 4; (13)
для последующих проходов
■^п = (8 - Ї-12) da. (14)
Для определения числа проходов при сварке швов стыковых соединений с разделкой кромок необходимо рассчитать общую площадь поперечного сечения наплавленного металла (рис. 90):
FH = 2F' + F" + F"' (15)
или
FH = IF tg f + bS + | q (2 h tgf + b + e). (16)
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах (13) и (14), найдем число проходов
С и л а сварочного тока при ручной дуговой сварко может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где da — диаметр электрода (стержня), мм; /' — допускаемая плотность тока, А/мм2 (табл. 60).
|
Таблица 40. Значения допускаемой плотности тока / и электроде при ручной дугопой сварке
|
При приближенных подсчетах величина сварочного тока может быть также определена по одной из следующих эмпирических формул:
/ев — (1/)
/се — /.Jl/y,
/(’Е = 4 (Z-2 Н~ «ДО ■
где кг — 20 - у 25; к2 = 20; а — 6 — коэффициенты, определенные опытным путем.
Наиболее удобно при определении силы сварочного тока пользоваться формулой (17). Значение к в ней выбирают в зависимости от диаметра электрода:
Диаметр электрода, мм 2 3 4 5 6
Л........................................ 25—30 30—45 35—50 40—55 45—60
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией дп. Погонной энергией называется отношение мощности дуги q к скорости сварки рсв:
![]() q 0,24/(.г//ді|и
q 0,24/(.г//ді|и
1 Vii Ми
где t/д — напряжение дуги, В; ц — эффективный к. и. д. дуги.
Скорость сварки может быть определена по формуле
С'.ц/св
св ~ ЗбООуТ-'н ’
где ан — коэффициент наплавки г/А • ч; у — плотность наплавленного металла, г/см3; F„ — площадь поперечного сеченпя наплавленного металла за данный проход, см2.
Скорость ручной дуговой сварки обычно задается и контролируется косвенно по необходимым размерам получаемого шва.
Таким образом, знай режим сварки, погонную эяер- г и ю можно вычислить по формуле (18). Однако при разработке вариантов технологического процесса по условиям получения сварной конструкции с минимальными конечными деформациями, при технико-экономическом обосновании выбора варианта и других предварительных разработках возникает необходимость оценки величины погонной энергии в зависимости от размеров шва.
Это может быть выполнено, если в уравнение (18) подставить значение vc„ согласно формуле (19) и значение всех постоянных обозначить коэффициентом А. Несмотря па существенное различие величин коэффициентов наплавки для электродов различных марок, отношение Unlа„ изменяется в относительно узких пределах. Тогда значение погонной энергии будет пропорциональным площади поперечного сечения наплавленного металла:
qB -= AFn.
Для различных марок электродов среднее значение коэффициента А — 14 500. Поэтому при приближенных подсчетах величины погонной энергии можно пользоваться формулой
qn = 14 500/'н,
где FH — площадь поперечного сечения металла, наплавленного за данный проход, см2.
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кромок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает. Исключение может сос ■гавлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен. Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных лидов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в широком диапазоне.
При необходимости г л у б и н а п р о в а р а при наплавке валика на лист с достаточной для практических целей степенью
 |
 |
Если в формулу (21) подставить значения всех констант для низкоуглеродистых или низколегированных конструкционных сталей, то расстояние до изотермы Твл — 1500° С
Г= 0,01121/ qn.
Так как действительные условия ввода теплоты в изделие при ручной дуговой сварке отличаются от расчетной схемы, принятой при выводе формулы (20), то глубина провара Я = (0,5 - н - т~ 0,7) г. При технологических расчетах иногда возникает необходимость определения высоты заполнения разделки одним или несколькими проходами (С, рис. 91). Это
![]()
|
|
|
|
|
|
|
|
|
 |
|
|
 Опубликовано в
Опубликовано в