УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
 26 мая, 2016
26 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для создания электронного луча требуется довольно глубокий вакуум, такой, чтобы средняя длина свободного пробега электронов была больше расстояния от катода, где они образуются, до свариваемого изделия.
Установки для электронно-лучевой сварки состоят из следую щих основных узлов: вакуумной камеры с откачной системой, сварочной электронной пушки, создающей электронный луч, сварочного стола и системы перемещения деталей, источника силового питания электронной пушки, системы управления установкой. И зависимости от размеров свариваемого изделия в электроннолучевых установках используют камеры соответствующих размеров, позволяющих перемещать изделие для получения сварных швов заданной конфигурации.
Часто в камере размещают сварочные манипуляторы па несколько изделий, позволяющие осуществлять их смену, не открывая камеры, это значительно увеличивает производительность уста-
новок. Так как поперечные размеры источника сварочной теплоты — электронного луча в этих установках малы, к точности работы манипуляторов предъявляются повышенные требования. Так, отклонение свариваемого стыка от необходимого положения допускается от нескольких микрометров до 0,2 им; отклонение скорости сварки не должно превышать zfcl% от номинала.
Электронный луч — источник теплоты, разогревающий и расплавляющий металл, создается электронной пушкой, питающейся от силового выпрямителя, блока нагрева катода, а управление энергетическими параметрами луча — от блока управления модулятором (регулируется сила тока в луче), блока фокусировки (регулируется поперечное сечение луча) и блока отклонения луча (определяется местонахождение луча на детали и перемещение луча по ней) (рис. 84).
Скорость перемещения луча по детали при сварке — скорость сварки определяется скоростью перемещения или вращения самой детали или скоростью отклонения луча. Механизмы сварочного манипулятора питаются от блока питания системы перемещения
|
Таблица 34. Характеристики сварочных электронных пушок
* Отклоняющей системы не имеет |
Гне. 85. Схема электронно-оптической системы:
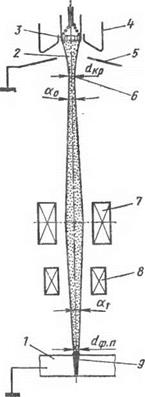 / — изделие; 2 — электронный луч; 3 — катод; л — прикатодный — управляющий электрод; 5 — анод; « — кроссовер; 7 — магнитная линза; 8 — система отклонения пучка; 9 — фокусное пятно; ct„ — половинный угол расхождения луча; cti — половинный угол сходимости луча на изделии; db-p — диаметр кроссовера; с/ф п — диаметр луча в фокусе
/ — изделие; 2 — электронный луч; 3 — катод; л — прикатодный — управляющий электрод; 5 — анод; « — кроссовер; 7 — магнитная линза; 8 — система отклонения пучка; 9 — фокусное пятно; ct„ — половинный угол расхождения луча; cti — половинный угол сходимости луча на изделии; db-p — диаметр кроссовера; с/ф п — диаметр луча в фокусе
детали. Система питания вакуумных насосов и система измерения степени вакуума в различных частях установки также выделены в отдельный блок общей схеме электропитания.
Работа всех отдельных блоков общей электросхемы согласуется с помощью блока коммутации и управления.
Электронные пушки. Электроннолучевая пушка предназначена для создания электронного луча, который и служит источником сварочной теплоты.
Параметры электронного луча, соответствующие технологическому процессу сварки, определяют основные требования к конструкции электронной пушки (табл. 34). В сварочных установках электронная пушка состоит из следующих основных элементов: катод-источник электронов; анод — электрод с отверстием в середине для пропускания луча к изделию, подключенный к положительному полюсу силового выпрямителя; фокусирующий прикатодный электрод (модулятор), регулирующий силу тока в луче; фокусирующая магнитная линза; отклоняющая магнитная система.
В диодных пушках прикатодный электрод имеет потенциал катода, в триодных — па него подается отрицательный относительно катода потенциал UM для управления силой тока в пушке. Комбинированные, т. е. с электростатической и электромагнитной фокусировкой пучка одновременно, пушки наиболее распространены в сварочных установках (рис. 85). В них применяются термоэлектронные катоды, ток эмиссии которых определяется уравнением Ричардсона
1, = А, ТЧ8*гь1т,
где SK — эмиттирующая площадь катода; Т — абсолютная температура катода; Ае, b — константы, характеризующие материал катода.
В сварочных установках катоды обычно изготовляют из тугоплавких металлов (тантала, вольфрама) или из гексаборида лан-
тана. Конструкции катода уделяется особое внимание, так как условия его работы чрезвычайно тяжелые: высокая температура и интенсивное разрушение под влиянием ионной бомбардировки, а требования к точности и сохранению размеров его при работе очень высокие. От самых незначительных деформаций катода зависят в сильной степени параметры электронного луча. Обычно срок службы катода составляет не более 20 ч непрерывной работы, редко до 50 ч.
![]()
 Мощность электронного луча определяется произведением Рл — Uп1 л и регулируется путем изменения тока в нем (1л), что в любых электронных пушках достигается изменением температуры нагрева катода. Но такой способ очень инерционен и неудобен тем, что эта зависимость нелинейна. Новый тепловой режим, а следовательно, и новое значение тока, устанавливаются лишь через несколько секунд.
Мощность электронного луча определяется произведением Рл — Uп1 л и регулируется путем изменения тока в нем (1л), что в любых электронных пушках достигается изменением температуры нагрева катода. Но такой способ очень инерционен и неудобен тем, что эта зависимость нелинейна. Новый тепловой режим, а следовательно, и новое значение тока, устанавливаются лишь через несколько секунд.
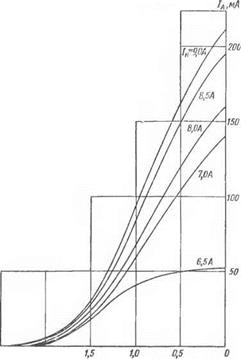
Более распространен метод регулирования тока путем подачи отрицательного, относительно катода, потенциала на управляющий катод Нм величиной 1—3 кВ (рис. 86). Скорость установления тока луча при импульсном открывании электронной пушки А.852.19 составляет примерно 2 мА/мкс. Для импульсного управления током луча в электрической схеме установки предусмотрены специальные электронные схемы, которые вырабатывают сигнал, подаваемый на модулятор. Обычно схема позволяет также плавно управлять величиной тока в луче.
Плотность тока в луче можно регулировать, меняя его диаметр па изделии без изменения величины общего тока, с помощью магнитной линзы. Такая линза представляет собой катушку с током, ось которой совпадает с осью луча. Для повышения эффективности работы ее помещают в ферромагнитный экран. В этом случае магнитное поле концентрируется в узком немагнитном зазоре. Фокусное расстояние линзы (/, см) — расстояние от середины этого зазора до минимального сечения прошедшего сквозь линзу пучка —
определяется конструкцией линзы, анодным напряжением пушки и током, протекающим но обмотке линзы, /мл: где Я — радиус немагнитного зазора, см; N — число витков в катушке.
Фокусное расстояние линейно зависит от анодного напряжения установки, но не зависит от силы тока в луче. Параметры сварного шва непосредственно зависят от постоянства энергетических характеристик электронного луча, в том числе его диаметра, так как его величина определяет сдельную мощность луча. Поэтому в электронно-лучевых установках особое внимание уделяется постоянству анодного напряжения. Применяют специальные меры для стабилизации его, что позволяет устранить влияние колебания напряжения сети, пульсаций силового выпрямителя и т. п.
Отклоняющие системы применяют для установки луча па шов или некоторой корректировки его положения относительно стыка, перемещения луча вдоль оси стыка при выполнении сварного шва; периодического отклонения луча при сварке с поперечными или продольными колебаниями луча и при слежении за стыком во время сварочной операции. Магнитное поле направлено поперек направления движения электронов, а сила, отклоняющая траекторию электрона, действует перпендикулярно оси луча и направлению магнитного поля. Угол (рад) отклонения определяется выражением
где II — напряженность магнитного поля, А/м; I — длина пути электрона в магнитном поле, м.
Поскольку электронный пучок при отклонении расфокусируется, то в сварочных установках отклонение его осуществляется на небольшие углы, не более 7—10 град.
При сварке толстолистовых металлов, а также при сварке в промежуточном вакууме и при атмосферном давлении неизбежно повышение ускоряющего напряжения, так как этим путем прежде всего можно заметно уменьшить рассеяние пучка. Однако повышение ускоряющего напряжения затрудняет совмещение луча со стыком, требует специальной защиты персонала от рентгеновского излучения; аппаратура усложняется.
Рабочие камеры. Ввиду необходимости вакуума в камере, где образуется и формируется поток электронов, в большинстве случаев при электронно-лучевой сварке и само изделие размещают внутри вакуумной камеры, чтобы устранить рассеяние электронов на атомах и молекулах газов. Это также обеспечивает хорошую защиту металла шва. Но с другой стороны, это существенно ограничивает возможности применения такого способа сварки главным
![]() 6 А. И. Акулов и др.
6 А. И. Акулов и др.
образом вследствие ограничения размеров свариваемых изделий и малой производительности процесса, так как много времени уходит иа подготовку деталей к сварке. Поэтому наряду с высоковакуумными установками разрабатывают и такие, где электронный луч выводится из камеры пушки, в которой поддерживается высокий вакуум, и сварка производится в низком вакууме (10 2— ІСИ мм рт. ст.).
Специальные установки разрабатывают для микросварки в производстве модульных элементов и различного рода твердых радиосхем. Особенности заключаются в первую очередь в точном дозировании тепловой энергии, перемещении луча по изделию с помощью отклоняющих электрических и магнитных полей, совмещении нескольких технологических функций, выполняемых электронным лучом в одной камере. Поскольку вакуумные камеры и вакуумные системы стоят наиболее дорого, рациональности выбора их конструкций уделяется большое внимание.
Все из существующих конструкций можно разделить условно на следующие группы: 1) универсальные установки для сварки изделий средних размеров; 2) универсальные и специализированные для микросварки малогабаритных деталей; 3) специализированные установки для сварки изделий малых и средних размеров; 4) установки для сварки крупногабаритных изделий с полной их герметизацией; 5) установки для сварки крупногабаритных изделий с частичной герметизацией места стыка; 6) установки для сварки в промежуточном вакууме (табл. 35).
Установки первой группы предназначены в основном для использования в исследовательских и заводских лабораториях, а также в промышленности при единичном и мелкосерийном производстве. Оли имеют вакуумные камеры объемом 0,001—4,0 м8 и манипуляторы для перемещения свариваемых деталей, позволяющие осуществлять возможно более универсальные перемещения при выполнении сварных швов. Такие установки снабжают также системами наблюдения за областью сварки. Электронная пушка стационарная или перемещается внутри камеры с целью начальной установки луча на стык.
Установки для сварки крупногабаритных деталей отличаются наличием дорогостоящих вакуумных камер большого объема, куда детали помещаются целиком. Часто электронные пушки, которые имеют гораздо меньшие размеры, чем изделие, размещают внутри камеры. Сварной шов выполняется при перемещении самой электронной пушки. Иногда, особенно при сварке обечаек кольцевыми швами, на камере размещают несколько пушек, позволяющих за счет ликвидации продольного перемещения изделия также уменьшить размеры камеры.
Для снижения затрат на оборудование и повышения производительности установок последние выполняют ипогда лишь с местным вакуумированием в области свариваемого стыка. Тогда откачиваемый объем сокращается, размеры установки в целом также
получаются меньше, чем в том случае, если все изделие помещать в камеру. Иногда, например при сварке трубопроводов непосредственно при их укладке, без местного вакуумирования, задачу решить не представляется возможным.
В некоторых случаях рабочая камера установки может быть откачана лишь до промежуточного вакуума (10 1 —10'2 мм рт. ст.). Диффузионный насос для откачки рабочей камеры становится ненужным (для камеры пушки он по-прежпему необходим, но малой мощности и малогабаритный). В таких установках лучепровод, соединяющий камеру пушки с камерой детали, проектируют с учетом создания необходимого перепада давлений между камерами; иногда в лучепроводе предусматривают даже промежуточную ступень откачки.
В электронно-лучевых установках особо важное значение приобретает точность изготовления и сборки свариваемых деталей и слежение за положением луча относительно свариваемог о стыка. J5 системах слежения используют вторично-эмиссионные датчики, сигнал с которых преобразуется и направляет электронный луч на стык с помощью отклоняющих катушек.
Принцип работы такой системы заключается в следующем. При попадании электронного луча на поверхность металла из последнего выбиваются вторичные электроны, летящие в обратном направлении в камеру. Поставленынй на их пути датчик выделяет сигнал, пропорциональный их количеству, и передаст его в систему управления положением луча. Число вторичных электронов зависит от состояния и формы поверхности металла, на которую попадает луч. Их число максимально при гладкой поверхности, перпендикулярной лучу, и уменьшается, если луч пересекает неровности. При попадании луча в глубокие полости число вторичных электронов уменьшается практически до нуля, так как все оии поглощаются стенками полости.
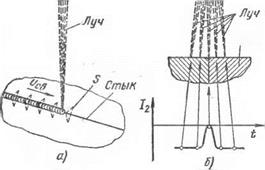
Разработанная для контроля за положением луча относительно стыка система типа «Прогноз» работает следующим образом. Луч, сваривающий металл, периодически с частотой 20—50 Гц выводится из ванны, на большой скорости пересекает стык перед
 Изделие
Изделие
сварочной ванной (на расстоянии 5—7 мы) и мгиовенно возвращается обратно (рис. 87, а). Вывод луча из ванны столь кратковре - менен, что на параметрах шва это не сказывается.
При пересечении лучом стыка происходит скачкообразное изменение сигнала вторичных электронов,- как это показано на рис. 87, б. Положение этого импульса сравнивается с положением луча при отсутствии тока в отклоняющей системе и при необходимости автоматически корректируется непосредственно в процессе сварки. Такая система обеспечивает точность слежения за стыком, исчисляемую сотыми долями миллиметра, и является исключительно быстродействующей.
В систему «Прогноз» заложены блоки, позволяющие управлять перемещениями луча, необходимыми в технологическом отношении: вести сварку с продольными, поперечными и кольцевыми колебаниями луча, выполняемыми с различной заданной скоростью и по различному закону.
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ