СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ И МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЛЕНИЕМ
 5 мая, 2016
5 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov ![]() § 1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
§ 1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
Посты для ручной и механизированной сварки металлов и установки для автоматизированной сварки плавлением содержат оборудование, обеспечивающее питание источника сварочной теплоты — электрической дуги, шлаковой ванны, электронного или светового луча и т. н.; сварочный манипулятор, предназначенный для закрепления и перемещения детали при сварке, и оборудование, обеспечивающее необходимую защиту свариваемого металла от окисления и загрязнения с помощью флюса, потока или атмосферы защитного газа или вакуума.
При ручной сварке различного рода манипуляторы, позиционеры или стенды применяют для сборки и закрепления деталей, подлежащих сварке. Качество сварного шва во многом определяется искусством сварщика, а при механическом перемещении изделий — колебаниями скорости их перемещения манипуляторами. Защита свариваемого металла обеспечивается покрытием электрода. При применении же полуавтоматов для дуговой сварки сварочная ванна защищается флюсом или защитным газом, подаваемым через сварочную головку.
Значительно более жесткие требования по точности выполнения устанавливаемых режимов предъявляются к манипуляторам и механизмам перемещения сварочного источника теплоты в автоматизированных установках. Допустимы следующие колебания скорости перемещения: при сварке под флюсом ±5%; при аргонодуговой сварке тонколистовых металлов ±2%; в установках для электронно-лучевой и лазерной сварки менее ±1%. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно превышать 20—25% поперечного размера площади пятна ввода теплоты в изделие, т. е. при сварке под флюсом это составляет 1—2 мм; при микроплазмен - ной — не более 0,25 мм; при электронно-лучевой и лазерной (и зависимости от диаметра луча) от ±0,1 мм до ±10 мкм.
Конструкции сварочных установок имеют особенности, святні ные с защитой персонала от вредного воздействия различного
характера в процессе выполнения сварочных операций. В качестве примера можно указать на наличие устройств для отсоса вредных газов при сварке под флюсом, экранов и щитков, предохраняющих персонал от интенсивного ультрафиолетового и светового излучения при дуговой, плазменной или лазерной сварке, элементов конструкций установок для электронно-лучевой сварки, обеспечивающих защиту от рентгеновского излучения.
При выполнении сварочной операции для получения высокого качества тнвов очень важны стабилизация или регулирование тепловложения источника сварочной теплоты. Скорость сварки обычно задают постоянной с необходимой степенью стабильности, при этом регулируют мощность источника сварочной теплоты. Такое воздействие наиболее гибкое, малоиперциопное и, кроме того, позволяет в ряде случаев скомпенсировать возмущения сварочного процесса, вызываемые другими внешними факторами.
При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга.
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги С/д, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперпой характеристикой дуги.
Форма отдельных участков характеристики дуги зависит от плотности тока в электроде (в дуге). При сварке маломощной дугой на токах менее 100 А форма статической характеристики имеет падающий характер, т. е. дия/д1к < 0. В обычных условиях сварки, когда ток в дуге превышает 100 А (7Д > 100 А), напряжение дуги практически остается постоянным и но меняется при изменении тока нагрузки, т. е. дії ldln ~ 0 [С/д = = / (/д) ~ const].
При больших плотностях тока в электроде (при автоматической сварке в среде защитных газов, где обычно применяют малый диаметр электрода, сжатой дуге), когда катодное пятно и сечение столба дуги не могут увеличиваться с возрастанием тока в дуге, а следовательно, плотность тока и напряженность пропорционально увеличиваются с увеличением силы тока, статическая характеристика становится возрастающей.
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д И UД не изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что ириведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия.
Зависимость напряжения источника питания от силы тока нагрузки называется внешней характеристикой источника питания. Рассмотрим условия устойчивого состояния системы (устойчивого горения сварочной дуги).
На рис. 71 изображены внешняя характеристика источника питания £/„ = /х (/д) и вольт-амперная характеристика дуги Uл = /г С^д)- В точках я и б эти характеристики пересекаются, т. е. для обеспечения горения дуги необходимо то напряжение, которое при этой силе тока дает источник питания. Выясним, устойчиво ли состояние сварочной дуги в этих точках. Устойчивое состояние сварочной дуги будет, если при случайном отклонении от установившегося состояния (изменении силы тока) равновесие быстро восстановится. Сварочная цепь обладает некоторой индуктивностью, и при изменении тока в ней индуктируется э. д. с. самоиндукции
 |
где L — индуктивность.
Напряжение дуги
*7я=£^+еі.-СТн-І
где Г7. — напряжение источника.
Т — — Л _ тт ь at " и*-
Предположим, что режим сварки соответствует точке а. Если пік под действием внешних факторов уменьшится и примет зна-
чепие, определяемое /лі, то напряжение источника U,, (точка at) станет больше напряжения дуги £7Д, т. е.
Uк > f/д и Ua — ил > 0;
следовательно, сила тока начнет увеличиваться (так как L всегда положительна), пока не достигнет точки а.
При увеличении силы тока до значения /яИ напряжение источника становится меньше, чем напряжение дуги, а разность £7„— Un уменьшается и принимает отрицательное значение, в результате чего начинает уменьшаться сила тока /д до тех пор, пока не достигнет точки а, т. е. при режиме сварки, соответствующем точке а, вследствие действия э. д. с. самоипдукции происходит саморегулирование режима горения дуги, точка а определяет устойчивое состояние системы источник питания — сварочная дуга.
В точке б при увеличении силы тока напряжение источника IJ„ станет больше, чем напряжение дуги; следовательно, сила тока начнет увеличиваться до значения, определяемого точкой а, т. е. система снова придет в устойчивое равновесное состояние. При отклонении тока от точки б в сторону уменьшения напряжение дуги превысит напряжение источника, и разность U„ — Ua будет уменьшаться и стремиться к отрицательной величине. Следовательно, сила тока /д также начнет уменьшаться, в результате чего дуга оборвется. Таким образом, в точке б режим горения дуги неустойчив.
Требование статической устойчивости
где ку — коэффициент устойчивости.
Фактически величины dUJdl и dUJdl — динамические сопротивления сварочной дуги п источника питания при данной величине тока дуги /д у. Коэффициент ку — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — реяшм устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 A) dUnldI За 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даиш возрастающей, но при условии, что dUJdl < дUJdl (рис. 71, в).
При сварке малоамперпой дугой внешняя характеристика источника питания должна быть крутопадающей, чтобы сохранялось соотношение на рабочем участке, как это показано на рис. 71, а:
![]() эи д
эи д
д/« •
Требование к динамическим свойствам источников питания.
11 рп дуговой сварке плавящимся электродом источник питания сварочной дуги воспринимает динамическую нагрузку в связи <• переходными режимами, когда ток и напряжение изменяют свою величину. При этом в дуге могут происходить периодически повторяющиеся явления: короткое замыкание, возбуждение дуги и переход к режиму устойчивого горения.
В условиях сварки при коротком замыкании э. д. с. генератора снижается до минимальных значений, равных падению напряжения в короткозамкнутой сварочной цепи, т. е. Er = h, JE - Поэтому необходимо, чтобы при размыкании сварочной цепи э. д. с. генератора весьма быстро возросла до значений, достаточных для возбуждения дуги, пока металл остается достаточно нагретым после короткого замыкания для существования эмиссии электронов.
Сварочные трансформаторы и выпрямители обладают значительно меньшей электромагнитной инерцией и практически их можно считать безынерционными установками. Однако при коротких замыканиях дуги, образуемых при переносе капель, и малой электромагнитной инерции (малая величина индуктивности сварочной цепи) сила тока дуги нарастает недопустимо быстро. Происходит сильное разбрызгивание наплавляемого металла при сварке плавящимся электродом.
Введение дросселя в сварочную цепь снижает скорость нарастания тока и, как следствие, разбрызгивание металла. Так, при сварке электродов УОНИ-13/45 экспериментально установлена зависимость коэффициента разбрызгивания от. величины индуктивности дросселя, включаемого последовательно в сварочную цепь источника питания дуги (рис. 72).
![]()
![]()
![]()
![]()
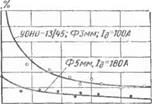 При скоростях нарастания тока 15 к А/с электродинамические силы, приводящие к разрушению перемычки между каплей и электродом, невелики и не вызывают заметного разбрызгивания металла. Но уже при 10 кА/с при постоянной скорости подачи электродной проволоки процесс сварки и формирование шва ухудшаются. Наблюдаются повторяющиеся длительные короткие замыкания, при этом происходит выброс кусков нераспла - вимшейся проволоки за пределы шва.
При скоростях нарастания тока 15 к А/с электродинамические силы, приводящие к разрушению перемычки между каплей и электродом, невелики и не вызывают заметного разбрызгивания металла. Но уже при 10 кА/с при постоянной скорости подачи электродной проволоки процесс сварки и формирование шва ухудшаются. Наблюдаются повторяющиеся длительные короткие замыкания, при этом происходит выброс кусков нераспла - вимшейся проволоки за пределы шва.
Динамические свойства источников питания для дуговой сварки в отношении скорости нарастания тока и некоторой мере определяются динамическим коэффициентом, т. е. отношением пикового значения тока короткого замыкания к его установившемуся значению:
/'Д — Іцш 3.1]//к. 3. у>
где /,; з и — сила пикового тока короткого замыкания; /„ 3 у— сила установившегося тока короткого замыкания.
Таким образом, к динамическим свойствам одиоиостовы. ч сварочных генераторов предъявляются следующие требования: значение динамического коэффициента должно быть в пределах 1 < кд < 2,5; время восстановления напряжения дуги не должно превышать 0,05 с; скорость нарастания тока должна быть - 15—20 кА/с.
Основные области применения различных источников питания сварочной дуги приведены в табл. 23.
|
Таблица 23. Области примсі к ипя источников питания для дуговой сварки
|
Сварочные трансформаторы паиболее дешевы, надежны в работе, и экономичны. Поэтому там, где это возможно, стараются использовать их вместо электромашинных преобразователей. Для сварки под флюсом трансформаторы используются на силы тока свыше 300 А, так как при меньших силах тока дуга на переменном токе горит неустойчиво.
Постоянный ток имеет ряд технологических преимуществ при дуговой сварке или наплавке под флюсом. Поэтому источники постоянного тока совсем вытеснены трансформаторами быть не могут. Наиболее перспективны источники постоянного тока — кремниевые выпрямители, в которых наиболее высокий к. и. д. и минимальны потери холостого хода.
И последние годы значительно расширились области применен ня источников питания с нологопадающими и жесткими внешними характеристиками. Для всех без исключения механизированных способов сварки при постоянной скорости подачи элек-
ІДІ
тродпой проволоки может быть применен источник питания с поло- гонадающей внешней характеристикой.
Габаритные размеры и масса источника питания определяются н первую очередь произведением напряжения холостого хода па силу номинального тока. У источников питания с падающими внешними характеристиками £/хх чаще всего в 2 раза больше (Jn. У источников с пологопадающими характеристиками С/хх лишь немного больше t/д. Поэтому масса последних значительно меньше (в среднем в 1,5 раза), а к. п. д. выше. Применение источников питания с пологопадающими внешними характеристиками в значительной мере упрощает подбор режима сварки, а также упрощает аппаратуру для сварки и наплавки электродами, имеющими переменное поперечное сечение.
ГОСТ 10594—74 регламентирует ряд номинальных токов для источников питания сварочной дуги постоянного тока (генераторов и выпрямителей): 40, 50, 03, 80, 100, 125, 100, 200, 250, 315, 400, 500 , 030, 800, 1000, 1250, 1000, 2000, 2500, 3150, 4000 и 5000 А.
 Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ
Опубликовано в СВАРКИ ПЛАВЛЕНИЕМ