Сварочные трансформаторы
 30 апреля, 2016
30 апреля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии
двух или нескольких не связанных между собой обмоток провода. Простейший трансформатор (рис. 10.4) состоит из магнитопровода /, первичной 2 и вторичной 3 обмоток. Обмотки имеют соответственно число витков W, и Щ. Магнитопровод выполняется из листовой электротехнической стали с толщиной листов 0,35 или 0,5 мм с лаковой изоляцией. Такая конструкция магнитопровода дает возможность ослабить возникающие в нем паразитные вихревые токи. Часть магнитопровода с размещенными обмотками называют стержнями, которые соединяются ярмом. Подведение напряжения внешней сети U] к первичной обмотке вызывает в ней силу тока При этом в магнитопроводе возбуждается магнитный поток Фь пронизывающий витки обеих обмоток. В результате в них индуцируется э. д.с., действующие значения которой определяются так:
 Ei — 4,44 / ЩФ0 • ИГ1,
Ei — 4,44 / ЩФ0 • ИГ1,
Ei = 4,44 / Щ Ф0 Л О'8,
где / — частота переменного тока, Гц; Wb W-i —число витков первичной и вторичной обмоток; Ф„ —магнитный поток, Мкс.
Поскольку потери в трансформаторе малы, можно считать, что U} = = Ei и U2 — Е2. Тогда
![]() А А = 3.
А А = 3.
Ez U2 W2
Это отношение К называют коэффициентом трансформации, характеризующим преобразующие свойства трансформатора, которые зависят от числа витков первичной и вторичной обмоток.
Сварочные трансформаторы являются специальными понижающими трансформаторами, имеющими требуемую внешнюю характеристику, обеспечивающими питание сварочной дути и 1>сгулирование сварочного тока. Как правило, сварочные трансформаторы имеют падающую характеристику. Их используют для руч -
нои дуговой и автоматическом сварки под флюсом Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
 Регулирование сварочного тока и создание нужной внешней характеристики в сварочных трансформаторах обсел с чивастся за счет индукт ивног о сопротивления путем изменения магнитных потоков рассеяния. В зависимости от способа создания в цепи дуги индуктивного сопротивления сварочные трансформаторы делят на две группы: с нормальным магнитным рассеянием и реактивной катушкой —
Регулирование сварочного тока и создание нужной внешней характеристики в сварочных трансформаторах обсел с чивастся за счет индукт ивног о сопротивления путем изменения магнитных потоков рассеяния. В зависимости от способа создания в цепи дуги индуктивного сопротивления сварочные трансформаторы делят на две группы: с нормальным магнитным рассеянием и реактивной катушкой —
дросселем; с увеличенным магнитны м рассеян и ем.
Трансформаторы с нормальным магнитным рассеянием (рис. 10.5). В трансформаторах с нормальным магнитным рассеянием первичная Wx и вторичная W2 обмотки расположены на стержнях магнитопровода концентрично, за счет чего магнитные потоки рассеяния сведены к минимуму. Для получения необходимой индуктивности в цепь дуги последовательно с вторичной обмоткой включают дополнительную реактивную катушку Wr. В настоящее время в основном применяют трансформаторы с совмещенной реактивной катушкой, располагаемой на общем магнитопроводе с обмотками трансформатора. При этом реактивная катушка имеет с ними как электрическую, так и электромагнитную связь. Верхняя часть магнитопровода имеет подвижную часть, при перемещении которой ходовым винтом изменяют воздушный зазор а в магнитопроводе. Вследствие этого изменяется магнитное сопротивление магнитопровода, что приводит к изменению силы сварочного тока. С увеличением зазора сила тока возрастает, и наоборот. За счет реактивной катушки обеспечивается получение падающей вольтам - перной характеристики источника питания. Известны также схемы трансформаторов с раздельной реактивной катушкой и дросселями насыщения. Однако трансформаторы с нормальным магнитным рассеянием в настоящее время менее распространены. Например, для автоматической сварки под флюсом используют трансформатор ТСД-1000-4, имеющий дистанционное управление.
Трансформаторы с увеличенным магнитным рассеянием относятся к стержневому типу (рис. 10.6). В них первичная и вторичная
|
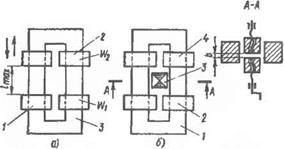
обмотки разнесены по высоте магнитопровода и имеют только электромагнитную связь. При прохождении тока по обмоткам катушек возникают магнитные потоки, основная часть которых замыкается по сердечнику магнитопровода. Другая часть их замыкается по воздуху, создавая потоки рассеяния, наводящие в трансформаторе реактивную э. д.с., которая определяет его индуктивное сопротивление, обеспечивающее создание падающей вольтампер - ной характеристики. Сварочные трансформаторы с увеличенным магнитным рассеянием существуют трех типов: с раздвижными катушками, с подвижными магнитными шунтами, с управляемыми магнитными шунтами. В настоящее время трансформаторы с увеличенным магнитным рассеянием распространены более широко.
Трансформаторы с раздвижными катушками (рис. 10.6, а) состоят из магнитопровода 3 и двух обмоток, из которых первичная / закреплена неподвижно, а вторичная 2—подвижная. Регулирование сварочного тока осуществляется изменением расстояния между ними. При удалении вторичной катушки от первичной увеличивается магнитный поток рассеяния и уменьшаются магнитная связь между' обмотками и сварочный ток. При сближении катушек уменьшается индуктивное сопротивление, что приводит к увеличению сварочного тока. По этому принципу работают сварочные трансформаторы типа ТД, ТДМ (табл. 10.1). Трансформаторы этих типов наиболее часто используют для ручной дутовой сварки.
Трансформаторы с подвижным магнитным шунтом (рис. 10.6, б) состоят из магнитопровода / с расположенными на нем первичной 2 и вторичной 4 обмотками. Внутри магнитопровода установлен перемещающийся магнитный шунт J, представляющий собой два пакета из пластин электротехнической стали. С помощью шунта изменяют магнитные потоки рассеяния. При уменьшении зазора
между пакетами шунта часть магнитного потока будет замыкаться через шунт, магнитная связь между первичной и вторичной обмотками будет уменьшаться, а следовательно, будет уменьшаться и сварочный ток. При увеличении этого зазора большая часть магнитного потока будет проходить по основному магнитопроводу, магнитная связь между обмотками увеличится, что приведет к увеличению сварочного тока. Такой принцип применен в сварочном трансформаторе СТШ-500 и др.
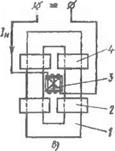
Трансформаторы с управляемым магнитным шунтом (рис. 10.6, в) также имеют магнитопровод 1 с расположенными на нем первичной 2 и вторичной 4 обмотками. Магнитный шунт с обмоткой управления 3 расположен в окне магнитопровода. Обмотка управления питается постоянным током. Чем больший поток она создает, тем большее будет насыщение сердечника шунта и меньше магнитный поток рассеяния трансформатора. Таким образом, большему току подмагничивания в обмотке управления шунта соответствует большее значение сварочного тока, и наоборот. По такому принципу работают трансформаторы ТДФ (табл. 10.2), применяемые для автоматической дуговой сварки под флюсом.
Основные параметры трансформаторов для автоматической сварки регламентированы ГОСТ 7012-77. Трансформаторы выпускаются на номинальный сварочный ток от 630 до 2000А при номинальном рабочем напряжении от 48 до 76В. Основные параметры сварочных трансформаторов для ручной сварки регламентированы ГОСТ 95-77. Трансформаторы выпускаются переносные на силу тока от 125 до 250А при номинальном рабочем напряжении от 25 до ЗОВ и передвижные — на силу тока от 250 до 500А при минимальном рабочем напряжении от 30 до 40 В.
|
10.1. Технические характеристики трансформаторов с подвижными обмотками
|
При элекгрошлаковой сварке используют специальные однофазные и трехфазные сварочные трансформаторы, обладающие жесткими вольтамперными характеристиками. К ним относятся трансформаторы ТШС-1000-1, ТШС-1000-3. Конструктивные особенности сварочных трансформаторов рассмотрим на некоторых примерах.
|
10.2. Технические характеристики трансформаторов для автоматической сварки под флюсом
|
Сварочный трансформатор ГД-500. Сварочный трансформатор ТД-500У2 (рис. 10.7) предназначен для руиной и механизированной дуговой сварки, резки, наплавки металлов. Он представляет собой передвижной источник питания дуги, выполненный в однокорпусном исполнении с естественной вентиляцией. По способу регулирования сварочного тока он относится к трансформаторам с увеличенным магнитным рассеянием и раздвижными обмотками. Трансформатор состоит из корпуса, внутри которого расположены машитопровод стержневого типа, первичная и вторичная обмотки, переключатель ступеней регулирования силы тока и токоуказательный механизм. Каждая из обмоток имеет по две катушки, расположенные на общих стержнях магнитопровода. Перемещение подвижной вторичной обмотки производится с помощью ходового винта. Вращая ходовой винт, изменяют расстояние между обмотками.
Сварочный ток регулируется изменением индуктивного сопротивления. В трансформаторе предусмотрены две ступени регулирования сварочного тока переключением количества витков обмоток. Ступени переключаются специальным переключателем. На каждой из ступеней плавное регулирование силы тока осуществляется изменением расстояния между обмотками. При сближении катушек уменьшается индуктивное сопротивление, что приводит к увеличению сварочного тока, при их раздвижении сварочный ток уменъ-
 |
Рис К), h Ниєш ниє характеристики сварочного трансформатора ІД-500:
хизпаюн оольшич токов. - - - диапазон малых (оков шается. Вследствие повышенной индуктивности рассеяния трансформатор обладает падающими вольтамлерными характеристиками (рис. 10.8).
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ