Сварка неплавящимся электродом
 6 июля, 2016
6 июля, 2016  Oleg Maloletnikov
Oleg Maloletnikov Для неплавящихся электродов при сварке в защитных газах могут применяться стержни вольфрама или графита. В основном сварку производят вольфрамовым электродом. Высокая стойкость его наблюдается при использовании защитных газов, не взаимодействующих с вольфрамом. Основным защитным газом является аргон, а процесс называют аргонодуговой сваркой вольфрамовым электродом. Горение дуги в гелии происходит при более высоком напряжении (в 1,4—1,7 раза выше, чем в аргоне). Это требует применения для литания дуги спсциализщюванных источников с повышенным напряжением холостого хода. Поэтому, учитывая дефицитность гелия, этот процесс применяется гораздо реже. Чаще гелий используют как добавку к аргону. Применение аргоногелиевых смесей целесообразно в тех случаях, когда требуется повысить проплавляющую способность дуги без увеличения сварочного тока. Наряду с инертными газами для сварки вольфрамовым электродом используют и некоторые активные газы, например азот и водород или их смеси с аргоном.
Аргонодуговая сварка вольфрамовым электродом может выполняться с местной или общей защитой, без подачи или с подачей присадочной проволоки, на постоянном или переменном токе. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
При сварке на постоянном токе при прямой полярности обеспечиваются лучшие условия для термоэлектронной эмиссии с электрода, выше его стойкость и допускаемый предел силы тока. Например, предельная сила тока для вольфрамового электрода диаметром 3 мм ориентировочно составляет при прямой полярности 240—280 А, а при обратной —лишь 20—42 А, при переменном токе —промежуточное значение 140—160 А. Дуга на прямой полярности легко возбуждается и горит при напряжении 10—15 В в широком диапазоне плотностей тока. При обратной полярности
возрастает напряжение дуги, уменьшается устойчивость горения, резко снижается стойкость электрода, повышаются его нагрев ^ расход. Эти особенности дуги обратной полярности делают еь непригодной для непосредственного применения в сварочном про цессе. Однако дуга обратной полярности обладает важным технс логическим свойствам: при ее воздействии на поверхность свариваемого металла происходит удаление поверхностных оксидов. Происходит очистка поверхности металла. Это явление объясняется тем, что при обратной полярности поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые, перемещаясь под действием электрического поля от анода (электрод) к катоду' (изделие), разрушают оксидные пленки на поверхности металла, а выходящие с катода (поверхности изделия) электроды способствуют их удалению. Этот процесс удаления поверхностных оксидов получил название процесса катодного распыления (катодной очистки). Указанное свойство используют при сварке алюминия, магния, бериллия и их сплавов, имеющих на поверхности прочные оксидные пленки. Поскольку же при постоянном токе обратной полярности стойкость вольфрамового электрода низка, то для этой цели используют переменный ток. При этом удаление пленки, т. е. катодная очистка, происходит в полярность сварок
 ного тока, когда свариваемое изде лие является катодом. Таким образом. при сварке вольфрамовым электродом на переменном токе л определенной степени реализуются преимущества дуги прямой и обратной полярностей, т. с обеспечиваются устойчивость электрода и разрушение поверхностных оксидов на изделии.
ного тока, когда свариваемое изде лие является катодом. Таким образом. при сварке вольфрамовым электродом на переменном токе л определенной степени реализуются преимущества дуги прямой и обратной полярностей, т. с обеспечиваются устойчивость электрода и разрушение поверхностных оксидов на изделии.
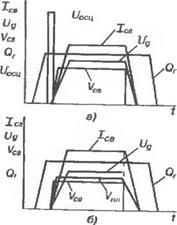
Аргонодутовая сварка может вы подняться вручную или автоматически. На рис. 15.4 показаны цикло граммы процессов для различных вариантов сварки. Защитный га подают за 10—15 с до начала горения дуги. Дуга возбуждается кратко временным разрядом осциллятора Р и с 1-і 4. Циклограмма процесса ши замыканием электрода и основ - сварки в защитном газе: 1
а—неплавящимся вольфрамовым злек - НОГО МЄТЗЛЛа УГОЛЬНЫМ СТЄрЖНеМ. іродом, fi — плавящимся ллекгродом: /-— Ручную сварку производят наклон-
сварочный гок. Г'л — напряжение дуги. HO£j гОреЛКОЙ УТЛОМ Вперед, УГОЛ На - v—скорость сварки, Q—расход 1
іаїшіного газа. vnn—подачи проволоки. КЛОНЯ К ПОВСрХНОСТИ ИЗДЄЛИЯ CO - L'ocu —! напряжение осциллятора СТаВЛЯЄТ 70 80°. ПрИСаДОЧНуЮ ПрО-
полоку подают с передней стороны сварочной ванны под углом 10—15° к поверхности изделия. По окончании сварки дугу обрывают постепенно подъемом электрода для заварки кратера. Для защиты охлаждающегося металла подачу газа прекращают через 10—15 с После выключения тока.
Примерный режим ручном аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3—4 мм, диаметр присадочной проволоки 1,6—2 мм, сварочный ток 120— 160 А, напряжение дуги 12—16 В, расход аргона 6—7 дм3/мин Ручную аргонодуговую сварку вольфрамовым электродом применяют главным образом для соединения металла относительно небольшой толщины (до 3 мм), при небольшой протяженности швов, имеющих сложную форму или расположенных в труднодоступных местах. Конструкции, имеющие протяженные швы, изготовляют автоматической сваркой неплавящимся вольфрамовым электродом с подачей присадочной проволоки, выбранной в зависимости от мощности дути или диаметра вольфрамового электрода 4і = При сварке вольфрамовым электродом используют источники питания с крутопадающими вольтамперными характеристиками.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ