Основные типы и электрические схемы машин
 22 мая, 2016
22 мая, 2016  Oleg Maloletnikov
Oleg Maloletnikov В зависимости от типа рабочих конденсаторов, в значительной мере определяющих характеристики машины, КМ можно разделить на две группы. К первой относятся машины с батареями бумажных конденсаторов на рабочее напряжение 1000—6000 В и общей емкостью не более 10000 мкФ. Для этих КМ характерны «жесткие» импульсы сварочного тока: длительность импульса не более 0,01 с, время нарастания тока порядка 0,001 с. При сварке такими импульсами тока высока вероятность образования выплесков и усадочных дефектов в сварочных соединениях. Во избежание выплесков необходима точная подгонка и хорошая подготовка свариваемых деталей. Высокое напряжение на конденсаторах требует дополнительных затрат при изготовлении машин и представляет повышенную опасность при их эксплуатации. Требования к изоляции и обеспечению безопасности обслуживания несколько снижаются для части машин первой группы, преимущественно КМ малой мощности, рабочее напряжение которых не превышает 1000 В.
Ко второй группе относятся КМ с батареями электролитических импульсных конденсаторов на рабочее напряжение 300—450 В и общей емкостью до 500 000 мкФ и более. Эти машины отличаются более широкими технологическими возможностями: сварка на них осуществляется как «мягкими» импульсами тока: длительностью до 0,3 с и временем нарастания тока до 0,08 с, так и относительно «жесткими» импульсами. По условиям безопасности эксплуатации КМ второй группы не отличаются от машин контактной сварки других видов, так как рабочее напряжение на конденсаторах не превышает максимального значения напряжения электросети 380 В. Недостатками КМ второй группы по сравнению с КМ первой группы являются меньший темп работы (30—40 сварок в минуту вместо 60—100) и большие по размерам и массе батареи конденсаторов.
Машины первой группы — это в основном машины ранних выпусков. В последние годы КМ с «жесткими» импульсами называют машинами «ультраимпульсной» сварки. Создание КМ второй группы стало возможным после появления в середине 50-х годов новых электролитических конденсаторов с высокой удельной энергоемкостью, рассчитанных на длительную работу в импульсных режимах 18
при среднечасовом темпе до 30 сварок в минуту (кратковременно — до 60).
 |
Схемы электрических устройств КМ отличаются чрезвычайным многообразием, что объясняется как различным назначением машин, так и различным подходом к решению двух основных задач: обеспечения высокой стабильности напряжения на конденсаторах и возможности регулирования тока в процессе сварки.
По способу осуществления заряда рабочих конденсаторов различают КМ с автоматическим поддержанием напряжения на конденсаторах на заданном уровне (с подзарядом конденсаторов) и КМ с релаксационным сбросом напряжения в момент достижения им заданного уровня без подзаряда конденсаторов. Если в циклах работы КМ выделить только основные операции, то машины первого типа имеют цикл заряд — подзаряд — разряд, машины второго типа — заряд — разряд.
В КМ с подзарядом конденсаторов заряд последних начинается сразу после окончания операции «сварка» (рис. 1.4). На рисунке FCx — усилие сжатия электродов. В зависимости от установленных значений Сн, Uc и времени «пауза» заряд батареи может закончиться в любой момент времени до начала разряда конденсаторов. Независимо от длительности промежутка времени между окончанием заряда и началом разряда заданный уровень Uc 2* 19
автоматически поддерживается благодаря периодическому подзаряду конденсаторов. При длительности цикла, соответствующей номинальному темпу работы машины, время заряда батареи максимальной емкости Сн до максимального уровня Uc примерно равно суммарному времени операций «пауза» и «сжатие». Таким образом, в КМ с подзарядом конденсаторов заряд осуществляется в течение большей части времени цикла (продолжительность заряда равна примерно 80% продолжительности цикла при номинальном темпе работы машины), что позволяет существенно снизить потребляемую из сети мощность. Последнее особенно важно при запасании больших количеств энергии, и поэтому практически все мощные КМ являются машинами с лодзарядом конденсаторов.
С целью выравнивания (усреднения) в процессе заряда потребляемой мощности, а также с целью стабилизации напряжения на конденсаторах в КМ с подзарядом конденсаторов применяют различные схемы регулирования зарядного тока за счет изменения ограничивающего (балластного) сопротивления в зарядной цепи Re, выпрямленного напряжения U„ и угла включения зарядных вентилей с (фазовое регулирование тока). Фазовое регулирование наиболее удобно и поэтому нашло широкое применение в современных КМ.
В машинах без подзаряда конденсаторов заряд батареи начинается после окончания операции «сжатие» (рис. 1.4). Это обусловлено тем, что к моменту окончания заряда конденсаторов свариваемое изделие должно находиться под заданным давлением, так как разряд конденсаторов (сварка изделия) происходит автоматически в момент достижения заданного уровня Uc. Таким образом, і., ерация заряда конденсаторов не совмещена во времени с другими операциями цикла машины, что при прочих равных условиях (одинаковое время операций, равные потребляемые мощности и т. д.) увеличивает длительность цикла и снижает производительность КМ без подзаряда по сравнению с КМ с подзарядом конденсаторов. При одинаковой производительности КМ без подзаряда потребляет большую мощность. Однако это обстоятельство не является существенным, если значение мощности не превышает нескольких киловольт-ампер. Поэтому система релаксационного сброса Uc находит применение в маломощных КМ с запасаемой энергией до 1000 Дж, так как схема управления в этом случае является более простой и надежной.
Релаксационный сброс Uc может осуществляться как без отключения зарядной цепи в момент разряда конденсаторов, так и с отключением ее. В последнем случае производится шунтирование неуправляемого зарядного выпрямителя, в результате чего происходит гашение зарядного тиристора в цепи вьіпірямительнного тока. Это способствует стабилизации Uc при наименьших значениях Сн и Uc, когда заряд конденсаторов осуществляется в течение нескольких полупериодов напряжения сети.
В зависимости от того, изменяется направление токов в обмотках сварочного трансформатора в каждом цикле или остается неизменным, различают КМ с двухполярными и однополярными импульсами тока. Как указывалось выше (см. § 1.2), в большинстве КМ с однополярными импульсами тока применяются сварочные трансформаторы, магнитопроводы которых имеют воздушные зазоры. Однако существуют КМ этого типа, трансформаторы которых не отличаются от трансформаторов такой же мощности, используемых в КМ с двухполярнымн импульсами. Магнитное насыщение предотвращается в этом случае перемаг - ничиванием магнитопроводов за счет пропускания через первичные обмотки трансформаторов импульсов тока обратного направления. Последние получают от специальных или зарядных выпрямителей, подключая их к первичным ■обмоткам после прохождения разрядных импульсов тока. Иногда в качестве перемагничивающего тока используется зарядный ток конденсаторов. Применение КМ с однополярными импульсами тока в одних случаях обусловлено относительной простотой их схемы, в других — необходимостью учитывать эффект Пельтье, проявляющийся при сварке некоторых пар металлов и сплавов с различными физико-химическими свойствами.
В КМ с двухполярными импульсами тока применяются различные схемы силовых разрядных цепей. Так, например, в шовных машинах и машинах для точечной микросварки двухполярные импульсы тока получают с помощью последовательных инверторов в разрядных цепях КМ. Схема одной из силовых разрядных цепей такого рода приведена на рис. 1.5, а. Импульсы одной полярности (1, 3, 5) формируются в моменты включения тиристора VS1, подключающего коммутирующую батарею конденсаторов Ск к предварительно заряженной накопительной батарее С„, импульсы другой полярности (2, 4) — в моменты включения тиристоров VS2. Первые являются импульсами зарядного тока, вторые — импульсами разрядного тока батареи С к. В качестве источника энергии применяется накопитель
ная батарея конденсаторов Сн, емкость которой примерно в 10 раз превышает емкость батареи конденсаторов Ск Эта схема и различные ее варианты реализованы в отечественных КМ разных типов.
 |
Известны схемы КМ (рис. 1.5, б), в разрядных цепях которых применены инверторы мостового типа с коммутирующей (рабочей) батареей конденсаторов в диагонали моста. В этих КМ могут быть получены как двухполярные,
так и однополярные импульсы тока; в первом случае первичная обмотка сварочного трансформатора включается в диагональ моста последовательно с коммутирующей батареей, во втором — во внешнюю цепь моста.
Наряду с КМ обычного типа, импульсы тока которых не регулируются в процессе сварки, разработано большое число схем КМ с регулируемыми импульсами тока. По способам получения таких импульсов КМ можно условно разделить на машины с комбинированными, модулированными и прёобразованными импульсами тока.
В КМ с комбинированными импульсами тока сочетают разрядный ток батареи конденсаторов с током другого рода, получаемым при подключении сварочного трансфор - 22
![]()
матоіра к электросети или зарядному выпрямителю машины. Дополнительный импульс тока используется для предварительного подогрева свариваемых деталей и для термообработки их между электродами машины.
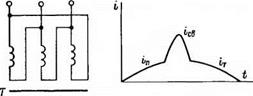
На рис. 1.6 представлена схема машины, импульс тока которой состоит из трех частей. Заряд батареи Сн до заданного напряжения осуществляется через зарядный выпрямитель VS1 при наибольшем вторичном напряжении трансформатора Т. После окончания заряда размыкается
|
|
|
Рис. 1.6. Схема КМ. с комбинированным импульсом сварочного тока |
зарядная цепь батареи Сн. Пониженное напряжение трансформатора Т через выпрямитель VS2 подается на первичную обмотку сварочного трансформатора ТС, и в сварочном контуре машины протекает подогревный импульс выпрямленного тока іп. Через заданное время включается тиристор VS3, вследствие чего происходит разряд батареи Сн и формируется сварочный импульс тока ісв. Выпрямитель VS2 при этом запирается, так как напряжение (Jc на батарее Сн превышает напряжение UB на выпрямителе VS2. При снижении С с до уровня, при котором напряжение на обмотке трансформатора ТС становится ниже напряжения Uв, вновь включается выпрямитель У52. В результате в сварочной цепи проходит импульс выпрямленного тока термообработки іт, используемый для
замедленного охлаждения свариваемых деталей. Схема позволяет в широком диапазоне регулировать форму импульса сварочного тока, однако относительная сложность конструктивного воплощения и большая масса сварочного трансформатора ограничивают ее применение.
 |
В КМ с модулированными импульсами тока регулирование формы разрядного тока конденсаторов осуществляется чаще всего за счет применения регулируемого сопротивления в разрядной цепи или использования нескольких рабочих батарей конденсаторов. В качестве регулируемых
сопротивлений используются дроссели с воздушными зазорами в магнитопроводах и с подмагничиванием, а также транзисторы.
На рис. 1.7 показана схема КМ, в разрядную цепь которой включен либо дроссель с воздушным зазором в маг - нитопроводе, либо транзистор. В начале разряда батареи конденсаторов Сн на первичную обмотку трансформатора ТС ток нарастает относительно медленно вследствие большого индуктивного сопротивления дросселя L. После насыщения магнитопровода сопротивление дросселя L резко уменьшается и крутизна фронта нарастания тока увеличивается. Регулирование формы фронта импульса осуществляется изменением воздушного зазора и числа витков обмотки дросселя. Применение дросселя обеспечивает в основном сдвиг максимума тока относительно момента его включения. Для специальных КМ с узким диапазоном изменения сварочного тока схема вполне применима и дает неплохие результаты; для универсальных КМ с широким диапазоном регулирования сварочного тока применение схемы нецелесообразно из-за сложности изготовления и настройки в процессе эксплуатации дросселя L. Транзи
стор VT в разрядной цепи позволяет получать разрядный ток конденсатора іут в виде импульсов прямоугольной формы. Применение транзистора дает возможность не только изменить форму тока, но и точно дозировать количество выделяемой при сварке энергии благодаря использованию обратных связей, например по падению напряжения на электродах или по сварочному току. Следует, однако, заметить, что ввиду малой мощности транзистора VT эта схема может найти применение лишь в КМ для микро-
 |
сварки. В КМ с модулированными импульсами тока, содержащих две и более рабочие батареи конденсаторов, регулирование формы и увеличение длительности импульса тока осуществляются путем последовательного разряда батарей.
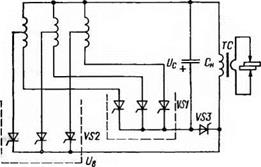
На рис. 1.8 изображена схема силовой части КМ, батареи конденсаторов которой имеют разделенные зарядные и разрядные цепи. Катоды тиристоров зарядного выпрямителя VS1 и VS2 разъединены, и одно плечо выпрямителя включено в зарядную цепь батареи Сні, второе плечо — в цепь батареи Сн2. Благодаря этому возможен заряд батарей до разных уровней напряжения: более низкий уровень на батарее Сні получают за счет того, что подачу управляющих импульсов на тиристор VS1 прекращают раньше, чем на тиристор VS2. При сварке вначале осуществляется разряд батареи Сні через тиристор VS1, затем разряд
батареи Сн2 через тиристор VS2, в результате чего формируется импульс тока, состоящий из двух частей: подогревной іп и сварочной і'св. В зависимости от времени /0 задержки разряда батареи СН2 и уровней напряжения на батареях изменяются форма и амплитуды обеих частей импульса тока. При больших значениях t0 схема позволяет получать два отдельных импульса тока с регулируемой паузой между ними. Ввиду относительной простоты и во многих случаях достаточной эффективности схема нашла применение в ряде КМ как малой, так и большой мощности. К недостаткам схемы следует отнести трудности управления по времени включением тиристора, коммутирующего сварочный ток, связанные с изменением длительности импульсов i„ и ісв при изменении емко - сти батарей конденсаторов и коэффициента трансформации.
![]()
![]()
 Кроме рассмотренных выше схем КМ с модулированными импульсами тока, можно отметить также схемы с управляющей батареей конденсаторов и с двойной разрядной цепью. В первой КМ модуляция тока осуществляется за счет наложения на процесс разряда рабочей батареи зарядно-разрядных процессов управляющей батареи, подсоединенной к первичной обмотке сварочного трансформатора. Во второй КМ (рис. 1.9) изменение тока происходит за счет переключения разрядных цепей в процессе разряда батареи конденсаторов. Вначале батарея Сн разряжается через тиристор KS2 на полную первичную обмотку сварочного трансформатора ТС. Через заданное время или при заданном напряжении на батарее Сн включается тиристор VS1, и разряд батареи Сн продолжается на часть обмотки трансформатора ТС. В результате уменьшения коэффициента трансформации п вторая часть импульса тока имеет более крутой фронт нарастания и большую амплитуду. Первая часть импульса используется для предварительного подогрева, вторая — для сварки деталей. Форма импульса регулируется за счет изменения задержки включения тиристора VS1 и соотношения чисел витков секций обмотки трансформатора ТС. Схема проста и позволяет весьма эффективно регулировать форму импульса, однако сложность изготовления сварочного трансформато-
Кроме рассмотренных выше схем КМ с модулированными импульсами тока, можно отметить также схемы с управляющей батареей конденсаторов и с двойной разрядной цепью. В первой КМ модуляция тока осуществляется за счет наложения на процесс разряда рабочей батареи зарядно-разрядных процессов управляющей батареи, подсоединенной к первичной обмотке сварочного трансформатора. Во второй КМ (рис. 1.9) изменение тока происходит за счет переключения разрядных цепей в процессе разряда батареи конденсаторов. Вначале батарея Сн разряжается через тиристор KS2 на полную первичную обмотку сварочного трансформатора ТС. Через заданное время или при заданном напряжении на батарее Сн включается тиристор VS1, и разряд батареи Сн продолжается на часть обмотки трансформатора ТС. В результате уменьшения коэффициента трансформации п вторая часть импульса тока имеет более крутой фронт нарастания и большую амплитуду. Первая часть импульса используется для предварительного подогрева, вторая — для сварки деталей. Форма импульса регулируется за счет изменения задержки включения тиристора VS1 и соотношения чисел витков секций обмотки трансформатора ТС. Схема проста и позволяет весьма эффективно регулировать форму импульса, однако сложность изготовления сварочного трансформато-
pa с отпайками и развиваемые в нем повышенные напряжения порой сдерживают ее применение.
Рассмотренные выше схемы не обеспечивают достаточно широкого регулирования формы импульса сварочного тока, так как не позволяют воздействовать на разряд конденсаторов в процессе сварки или число таких воздействий недостаточно. В настоящее время наибольшие возможности управления током в процессе сварки реализованы в КМ с преобразованными импульсами тока, содержащих в разрядных цепях различного рода инверторы и устройства гашения тока. Преобразование с помощью инверторов разрядного тока батареи в первичный ток повышенной частоты используется для различных целей (во избежание путаницы будем различать импульсы — основной и отдельные, последовательность которых образует основной импульс первичного или сварочного токов). Изменение числа отдельных импульсов в пачке (основном импульсе) позволяет достаточно точно регулировать общее количество энергии, выделяемой в зоне сварки. Изменение амплитуды и скважности отдельных импульсов по обратным связям позволяет автоматически регулировать сварочный ток. Этот способ регулирования осуществляется в КМ с автономным последовательным инвертором (вариант таких схем показан на рис. 1.5).
Наиболее гибкое изменение сварочного тока с целью регулирования тепловыделения в процессе сварки достигается в КМ с периодическим гашением разряда и в КМ с двойным преобразованием тока. Изменение частоты первичного тока в этих КМ позволяет регулировать тепловыделение за счет соответствующего изменения частоты сварочного тока (при подобии импульсов токов) или за счет изменения импульса сварочного тока (при отсутствии подобия импульсов первичного и сварочного токов).
Одна из схем КМ с периодическим гашением разрядного тока в процессе сварки приведена на рис. 1.10, а. При первом включении тиристора KS2 происходит заряд коммутирующего конденсатора Ск до напряжения, несколько превышающего напряжение на накопительном конденсаторе Сн с полярностью, отмеченной на рисунке, после чего тиристор VS2 выключается. Затем включается тиристор VS1, и через него начинается разряд конденсатора Сн на первичную обмотку сварочного трансформатора ТС. Одновременно происходит перезаряд конденсатора Ск по цепи индуктивность L — диод VD1 — тиристор VS1. Через короткий промежуток времени t, в течение которого происходит лишь частичный разряд конденсатора Сн, включа-
 |
 |
ется тиристор KS2, в результате чего осуществляется гашение разряда конденсатора Сн вследствие запирания тиристора VS1 отрицательным напряжением на конденсаторе Ск. После нового перезаряда конденсатора Ск (аналогично заряду Ск при первом включении KS2) выключается тиристор VS2 и цикл частичного разряда С„ заканчивается. Затем цикл многократно повторяется. В паузы между разрядами конденсатора Сн первичный ток, замыкающийся через диод VD2, поддерживается за счет запасенной в сварочном кон-
туре КМ энергии. Форма импульса сварочного тока регулируется за счет изменения частоты следования импульсов разрядного тока путем изменения длительности пауз между включениями тиристоров. Использование при регулировании обратной связи по сопротивлению свариваемых деталей способствует стабилизации качества сварки. Данная схема позволяет изменить ісв в весьма широких пределах. Однако существенный недостаток схемы заключается в одностороннем протекании тока разряда через сварочный трансформатор, что вызывает значительное увеличение размеров магнитопровода и, следовательно, массы и объема сварочного трансформатора.
В КМ с двойным преобразованием тока в первичной цепи применяется инвертор, во вторичной — неуправляемый силовой выпрямитель. Разработана и нашла применение схема, где используются последовательный инвертор с обратными диодами и резонансный контур, включенный последовательно с первичной обмоткой сварочного трансформатора. Другая схема КМ, опытный образец которой находится в промышленной эксплуатации, приведена на-' рис. 1.10, б. В первичной цепи машины имеется мостовой инвертор VS1—VS4, в диагональ которого последовательно с коммутирующей батареей Ск включена первичная обмотка сварочного трансформатора ТС. При включениях инвертора происходят частичные разряды накопительной батареи Сн, в результате чего по первичной обмотке проходит переменный ток повышенной частоты. При этом во вторичной цепи машины, содержащей неуправляемый выпрямитель на мощных диодах VD1, VD2, формируется импульс выпрямленного тока. Регулирование сварочного тока в процессе сварки производится путем изменения длительности пауз между включениями плеч инвертора. Многократное воздействие на сварочный ток, осуществляемое по заданной программе или по обратной связи, обеспечивает формирование импульса сварочного тока практически любой формы. Благодаря глубокому регулированию- тока, в том числе длительности импульса, КМ этого типа является наиболее универсальной по технологическим возможностям среди известных КМ. Однако сложность схемы, связанная с этим ненадежность, а также дополнительные потери на диодах и коммутационные в разрядной цепи, приводящие к увеличению емкости батареи конденсаторов на 30—50% по сравнению с традиционными КМ, ограничивают применение этой схемы областью, где высоки требования к качеству сварных соединений или нерегулируемый импульс тока неприемлем по технологии.
 Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
Опубликовано в КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ