Электрические схемы полуавтоматов
 13 июня, 2016
13 июня, 2016  Oleg Maloletnikov
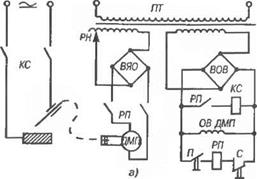
Oleg Maloletnikov В электрических схемах полуавтоматов имеются некоторые особенности, отличающиеся от схем, применяемых для сварочных автоматов. Характер схемы определяется способом поддержания постоянства параметров дуги, типом электродвигателя и другими факторами. Электрические схемы полуавтоматов с саморегулиро - нанием дуги отличаются типом электропривода в механизме подачи сварочной проволоки. В полуавтоматах с электроприводом постоянного тока (рис. 12.4, а) якорная обмотка и обмотка возбуждения электродвигателя механизма подачи (ОВДМП) питаются от понижающего трансформатора (ПТ) через выпрямители ВЯО и ВОВ. Напряжение на дуговой промежуток подается при включении контактора КС. Катушка этого контактора связана с промежуточным реле (РП). При включении пусковой кнопки (П) катушка РП попадает под напряжения выпрямителя ВОВ. Срабатывают замыкающие контакты РП и одновременно с включением КС происходит подача электродной проволоки. Для сохранения постоянства подачи проволоки трансформатор ПТ питается от стабилизатора напряжения. Настройка скорости подачи проволоки осуществляет-
|
|
|
Р и с 12.4. Электрические схемы полуавтоматов с саморегулированием дуги |
ся плавно путем изменения якорного тока в цепи ДМП. Для этой цели предусмотрен регулятор напряжения (PH). Прекращается сварка размыканием кнопки С.
В полуавтоматах используют и другие схемы с электроприводом постоянного тока. Электродвигатель механизма подачи (ДМП) подключают непосредственно к зажимам источника питания дуги. Это оказывается возможным при применении источников питания дуги постоянного тока с жесткими вольтамперными характеристиками. Конструкция таких полуавтоматов существенно упрощается. Отпадает необходимость в применении выпрямителей для питания электропривода.
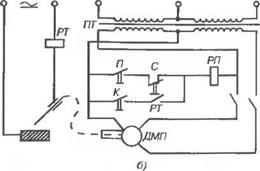
В полуавтоматах с электроприводом переменного тока (рис.
12.4, б) ДМП сварочной проволоки питается от трехфазного понижающего трансформатора (ПТ). Включение ДМП может осуществляться двумя способами: замыканием пусковой кнопки (П); замыканием электродной проволоки на свариваемое изделие. Для
|
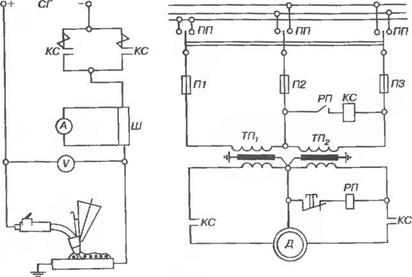
р її с. 12.5. Электрическая схема полуавтомата для сварки пол флюсом |
этой цели в цепь дуги включена катушка реле тока (РТ). Для перехода ко второму способу включения полуавтомата необходимо предварительно замкнуть тумблер К. Рассмотренный тил полуавтоматов относится к бесконтакторным. Они не сложны в изготовлении, надежны в эксплуатации и удобны в работе. Настройте)' скорости подачи сварочной проволоки осуществляют ступенчато с помощью сменных шестерен в редукторе механизма подачи.
На рис. 12.5 приведена электрическая схема полуавтомата для сварки под флюсом. Полуавтомат и преобразователь подключают к трехфазной сети напряжением 380 В посредством магнитного пускателя или рубильником. Дополнительно подключение электрической схемы полуавтомата к сети осуществляется пакетным переключателем (НП). Прй замыкании тумблером КП цепи обмотки промежуточного реле (РП) она оказывается под напряжением и замыкается контакт этого реле в цепи обмотки сварочного контактора (КС). Вследствие этого под напряжением оказывается обмотка сварочного контактора и замыкаются его контакты в цепи двигателя подающего механизма и в сварочной цепи. В результате загорается дута и одновременно начинает подаваться электродная проволока. Пакетный переключатель предназначен для подключения к сети и отключения полуавтомата, а также для реверсирования двигателя подающего механизма. Последнее делается с целью изменения направления движения проволоки, что необходимо при настройке полуавтомата.
Полуавтоматы ПДГ-305 и ПДГ-502 предназначены для выполнения дуговой механизированной сварки стальным плавящимся электродом в защитной среде углекислого газа стальных конструкций, швы которых расположены в различных пространственных положениях и труднодоступных местах (рис. 12.6). Полуавтоматы состоят из сварочной горелки, механизма подачи электродной проволоки, переносного пульта управления, источника питания дути с встроенным блоком управления, газового редуктора с расходомером и подогревателем газа, соединительных шлангов и проводов. Углекислый газ подается от баллона или цеховой магистрали. В полуавтоматах автоматизирован процесс подачи в зону сварки электродной проволоки и защитного газа. Электродная проволока с помощью. механизма подачи поступает из кассеты по гибкому направляющему каналу в зону сварки по мере ее плавления. Одновременно по шлангу токогазоподвода в зону сварки подаются углекислый газ и сварочный ток от выпрямителя. Привод механизма подачи состоит из цилиндрического редуктора и электродвигателя постоянного тока.
Сварочная горелка ГДПГ-501-4 для сварки электродной проволокой диаметром до 2 мм при силе тока до 500 А состоит из корпуса с изогнутой направляющей трубкой, электрододержателя, токопод - вода и сопла, направляющего поток защитного газа.
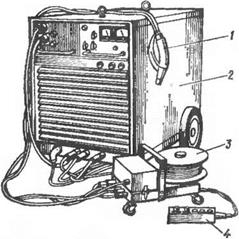 Полуавтомат А-765 предназначен для дуговой сварки и наплавки сплошной и порошковой проволоками, обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживание значительной производственной площади при небольшом вспомогательном времени. В комплект полуавтомата входят подающий механизм, набор шлангов и горелок, шкаф Рис. 12 б. Полуавтомат ПДГ-502: управления, барабан для
Полуавтомат А-765 предназначен для дуговой сварки и наплавки сплошной и порошковой проволоками, обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживание значительной производственной площади при небольшом вспомогательном времени. В комплект полуавтомата входят подающий механизм, набор шлангов и горелок, шкаф Рис. 12 б. Полуавтомат ПДГ-502: управления, барабан для
/ — строчная горелка. 2 — источник писания дуги. проволоки. Подающий.? ііод. іюшіпі механизм. 4—пульт улраллелин МЄХЗНИЗМ ПРИВОДИТСЯ В
действие асинхронным трехфазным электродвигателем напряжением 36 В. Скорость подачи проволоки устанавливается с помощью сменных шестерен и не зависит от напряжения дуги. Порошковая проволока обладает малой жесткостью и может быть деформирована подающими роликами при сильном их сжатии. Подачу электродной проволоки осуществляют двумя парами роликов, из которых все ведущие. Это позволяет обеспечить проталкивание проволоки при небольшом усилии прижима роликов, в результате чего предотвращается ее деформация. Проволока подается по направляющему каналу, а сварочный ток — по отдельному кабелю. Электрическая схема полуавтомата, смонтированная в шкафу управления, обеспечивает подъем и опускание электродной проволоки при наладочных операциях, а также подачу ее в зону горения дути в процессе сварки.
Полуавтомат ПШ-54 предназначен для механизированной сварки соединений в нижнем положении плавящимся электродом под слоем флюса. Полуавтомат состоит из подающего механизма и держателя, соединенных шлангом, и шкафа управления. Питание дуги — от сварочного преобразователя или трансформатора. Подающий механизм — толкающего типа, скорость подачи проволоки постоянна в процессе сварки. Механизм имеет асинхронный трех - (|зазный двигатель переменного тока, работающий на напряжении 36 В, и коробку' скоростей для изменения скорости подачи проволоки. Гибкий шланг имеет специальную конструкцию. На держателе устанавливаются бункер для флюса и тумблер для включения электрической схемы полуавтомата. Все элементы электрической схемы смонтированы в аппаратном шкафу. Для сварки легких сплавов, в частности алюминия и его сплавов, применяют полуавтоматы тянущего типа. В качестве примера может служить полуавтомат ПШП-10. Этот полуавтомат имеет держатель со встроенным механизмом подачи, пустотелый шланг, через который протягивается проволока, и шкаф управления.
 Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ